
「カニゼンめっき」と「無電解ニッケル」の違いとは?基礎知識と特徴を徹底解説【図解あり】

🤔「カニゼンと普通の無電解ニッケルめっきは何が違うの?」
😥「カニゼン指定の図面だけど、無電解ニッケルめっきで見積もりを取っても問題ないかな?」
若手の設計者や新任の調達担当者の中には、このような疑問に思う方も多いのではないでしょうか。
機械設計の図面や調達の仕様書を見ていると、表面処理の指示欄に「カニゼン」や「無電解ニッケルめっき」と記載されていることがあります。この2つは「99%同じ」ですが、厳密に言えば「めっき液のブレンド(成分)」がほんのわずか違います。
この記事で分かる事
- 「カニゼン」と「無電解ニッケルめっき」の違い
- 無電解ニッケルめっきの原理
- 無電解ニッケルめっきのメリット・デメリット
- 発注時のポイント
などを網羅的に解説しています。
表面処理のめっき技術の適切な知識を得る事は、製品の品質向上とコストダウンに直結します。ぜひ実務にお役立てください。
99%は同じ!ただし厳密には「めっき液の成分」が違う
製造業界の現場レベルでは普通に「カニゼン=無電解ニッケルめっき」として扱われます。ですが、厳密にはこの2つは「ブランド名と一般名称」として違いがあり、使用される薬品のブレンドに差があります。
カニゼンとは「無電解ニッケルめっき」の登録商標
「無電解ニッケルめっき」は技術の一般名称(総称)です。対して、「カニゼン(KANIGEN)」は、日本カニゼン株式会社が保有する無電解ニッケルめっきの登録商標(ブランド名)です。
日常品で例えるなら「セロハンテープ(一般名称)」と「セロテープ(ニチバン株式会社の登録商標)」が近い事例です。別にどちらの名前で呼んでも意味は通じますし、同じ品物をイメージするでしょう。セロハンテープも厳密にはメーカーごとの違いや拘りがあるのでしょうが、今回は一般的な事例としての例え話なので、その点はご了承ください。
カニゼンと無電解ニッケルめっきも言い方が違うだけで、処理の基本原理や得られる皮膜の特性(耐食性や均一性など)に決定的な違いはありません。
厳密な違いは各メーカーによる「めっき液の独自ブレンド」
基本原理は同じでも「めっき液の成分(添加剤などのブレンド)」はメッキ液会社ごとに微妙な違いがあります。
無電解ニッケルめっきは、ニッケル塩や還元剤、錯化剤、安定剤などの薬品を調合した液の中で行われます。日本カニゼン株式会社は自社開発のめっき液(商品名:シューマーなど)を使用しています。これがカニゼンのオリジナルブランドと言えますね。ただ市場には他社の薬品メーカーが独自開発した無電解ニッケルめっき液も多数存在します。
つまり、同じような成分のメッキ液がたくさんあるわけです。ベースとなる原理(次亜リン酸ナトリウムによる還元反応など)は共通しているため99%同じです。薬品メーカーごとに添加剤や安定剤の配合ノウハウが異なるため、液の成分という点において「厳密には違い」が生まれるのです。
なぜ「カニゼン」という名称が図面で広く使われているのか?
1950年代、日本カニゼン株式会社が日本で初めて無電解ニッケルめっきの工業化(量産化)に成功しました。その時に付けた名称のカニゼン(KANIGEN)は「Katalytic Nickel Generation(触媒によるニッケル生成)」の頭文字をとった造語です。
この革新的な技術が日本の製造業に広く普及した結果、「無電解ニッケル=カニゼン」という認識が業界内に定着しました。そのため、現在でも過去の慣習的に「カニゼン」と指示されることが多くあります。
図面に「カニゼン」と指定があるけど他社への発注は可能?
一般的な防錆や耐摩耗性を目的とした無電解ニッケルめっき(Ni-P)であれば、他社での代替は十分に可能です。図面の指示が「カニゼン」であっても、めっき業者へ無電解ニッケルめっきとして見積もりを取っても問題ありません。
ただし、中にはよくわかってない人が設計しているケースも稀に存在します。何か迷った場合は設計部門に「カニゼンとありますが、一般的な無電解ニッケルめっきで進行して問題ないか?」や「その部品はカニゼンである必要はあるのか?他のめっきでも問題はないのではないか?」など、どんな些細な事でもいいので、違和感を感じた場合は確認しておくと良いでしょう。
無電解ニッケルめっきと電解(電気)めっきとの決定的な違い
そもそも「無電解ニッケルめっき」とはどのような技術なのでしょうか。よく比較される「電解(電気)ニッケルめっき」との違いから解説します。
無電解ニッケルめっきの原理
電解めっきが「電気の力」を使って金属を製品表面にめっき被膜を析出させるのに対し、無電解ニッケルめっきは「化学反応(還元反応)」のみで被膜を形成します。めっき液の中に含まれる還元剤の働きを利用するため、外部から電気を流す必要がありません。
現在、工業的に広く用いられている無電解ニッケルめっきのほとんどは、ニッケル(Ni)とリン(P)の合金皮膜を形成する「無電解ニッケル・リンめっき(Ni-P)」です。
「電解ニッケルめっき」との比較(膜厚の均一性)
電解めっきと無電解めっきの最大の違いは「膜厚の均一性」にあります。
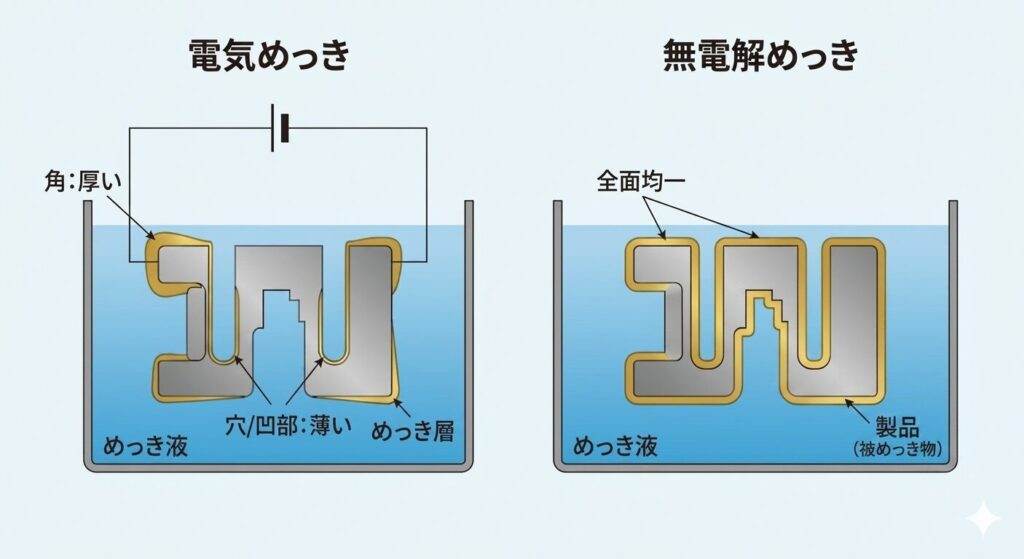
電解めっきは電気の性質上、製品の角や出っ張った部分に電流が集中しやすく、その部分のめっきが厚くなってしまいます。逆に、穴の奥などには電気が届きにくく、めっきが薄くなったり、まったくつかなかったりします。
一方、無電解ニッケルめっきは電気を使わず、めっき液が触れている部分がすべて均一に化学反応が起こります。そのため、どんなに複雑な形状でも、指定した厚み(例えば10μmなど)でほぼ均一にめっきをつけることが可能です。
無電解ニッケルめっきの4つのメリット
無電解ニッケルめっきが多くの産業で採用されている理由は、以下の4つの優れた特性にあります。
1. 複雑な形状・パイプの内面でも膜厚が均一になる
前述の通り、めっき液が浸透し液の循環さえできれば、複雑な凹凸がある部品や、細いパイプの内面、止まり穴の奥にまで均一にめっきを施せます。そのため、高い寸法精度が要求される精密機械部品には欠かせない表面処理です。
2. プラスチックやセラミックスなど非導電性素材にも処理可能
電気を使わないため、適切な前処理(触媒付与など)を行えば、電気を通さないプラスチック(樹脂)やセラミックスといった非導電性素材にもめっきを行うことができます。特殊な処理のため対応しているめっき業者は少ないです。
3. 耐食性・耐摩耗性に優れ、錆びにくい
無電解ニッケルめっきの皮膜(ニッケルとリンの合金)はピンホール(微小な穴)が少なく非常に緻密です。そのため、鉄などの素材を錆から守る高い耐食性を発揮します。
また、皮膜自体に自己潤滑性があり、すべり性が良いため耐摩耗性にも優れています。
4. 熱処理(ベーキング)によって硬度を劇的に上げられる
無電解ニッケルめっきは、めっき後の熱処理によって硬度をコントロールできます。
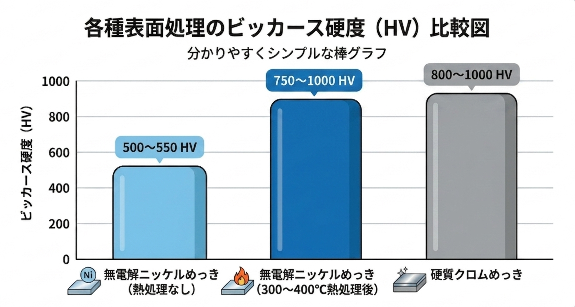
めっき直後の硬度はHV500程度(鉄より少し硬い程度)ですが、300℃〜400℃で熱処理(ベーキング処理)を行うことで皮膜が結晶化し、HV750〜1000程度まで劇的に硬化します。
これは、耐摩耗性に特化した「硬質クロムめっき」と比較しても遜色ない硬度を持ち、削れや摩耗を防ぎたい摺動(しゅうどう)部品に最適です。
知っておくべきデメリットと注意点
非常に万能に見える無電解ニッケルめっきですが、発注前に知っておくべきデメリットや注意点もあります。
電解めっき(電気めっき)と比較してコストが高い
無電解ニッケルめっきは、電解ニッケルめっきや亜鉛めっきに比べて処理コストが高くなります。 理由は主に以下の2点です。
- 還元剤などを含む「めっき液」自体の薬品単価が高い
- 化学反応で液が劣化しやすく、液の寿命(更新サイクル)が短いためランニングコストがかかる
そのため、寸法精度がそれほど求められず、単に錆を防ぎたいだけであれば、亜鉛めっきでクロメート処理するなどの安価なめっき処理を検討してもいいでしょう。
素材によっては前処理が難しく、密着不良を起こすことも
無電解ニッケルめっきは、鉄、銅、真鍮など様々な金属に処理可能ですが、素材に応じた適切な「前処理(洗浄や活性化)」が不可欠です。
特にアルミニウム合金や一部のステンレス鋼は表面に強固な酸化被膜を形成しやすいため、前処理のノウハウを持たない加工業者が行うと、後からめっきが剥がれて(密着不良)トラブルの原因になります。
難しい特殊なめっき素材への対応は、実績のある業者に依頼することが重要です。
無電解ニッケルめっきが活躍する用途・業界
これらの特徴から、無電解ニッケルめっきは以下のような過酷な環境や高い精度が求められる業界で重宝されています。
自動車部品や航空機部品: エンジン周辺部品、燃料噴射装置、ブレーキ部品など。高い耐食性と摺動部の耐摩耗性が求められる箇所
半導体製造装置や精密機械: チャンバー部品、シャフト、ギア、ベアリング周辺部品など。ミクロン単位の寸法公差が設定されている部品
失敗しない!図面指示と発注時のポイント
最後に、設計者や調達担当者がめっき加工業者へ発注する際、トラブルを防ぐためのポイントを解説します。
JIS規格に基づく図面に書くめっき記号の基本
JIS規格に基づく無電解ニッケルめっきの基本的な表記方法は以下の通りです。
【例】ELp-Fe/Ni-P 10
記号の意味を解説します。
めっき方法で示されたELpは無電解めっきを示します。
素地Fe (鉄) 下地となる素材
めっきの種類Ni-Pニッケル-リン(リン含有量を示す)
膜厚10 (数字)最小厚さ(μm)
図面に単に「カニゼン」と書くよりも、このようにJIS表記を用いるか、「無電解ニッケルめっき膜厚〇μm」と明確に記載することで、業者間の認識のズレを防ぐことができます。
めっき記号はややこしい部分もありますので、こちらの記事で解説しています。
膜厚の指定と「マスキング」の有無を明確にする
無電解ニッケルめっきは均一にめっきが乗るため、ネジ穴(タップ穴)の内側にも指定した厚さのめっきが形成されます。例えば、10μmのめっきを指定した場合、穴の直径は両側で20μm小さくなります。
そのため、精度の厳しいネジ穴や勘合部がある場合は、「この部分はめっき不要(マスキング指示)」または「めっき後に公差を満たすこと」を図面に明記することが、後工程での寸法トラブルを防ぐコツです。
まとめ
本記事のポイントをまとめます。
- 「カニゼン」と「無電解ニッケル」は、商標か一般名称かの違いであり基本原理は同じ
- ただし厳密には、メーカーごとの「めっき液の成分(ブレンド)」に微小な違いがある
- 最大の強みは「複雑な形状でも膜厚が均一になる」こと
- 耐食性・耐摩耗性に優れ、熱処理で硬質クロムめっき並みに硬くなる
図面に「カニゼン」と指定があっても、ほとんどのめっき工場では無電解ニッケルめっきとして処理されています。そのためカニゼンとあっても実際は無電解ニッケルめっきの相見積もりになり、そのまま加工依頼も可能です。このような慣習を知ることで表面処理の特性を正しく理解し、最適な加工方法の選択にお役立てください。
【以下のような表面処理のお悩みは、弊社へご相談ください】
「無電解ニッケルめっきで10μm以上のめっき厚を付けれる業者を探している」
「難素材へのめっきで剥がれトラブルに悩んでいる」
「図面指示の方法がこれで合っているか確認してほしい」
このようなお悩みをお持ちの設計・調達ご担当者様は、ぜひ下記のお問い合わせフォームからお気軽にご連絡ください。豊富な実績と確かな技術力で、最適な表面処理をご提案いたします。
